[拼音]:shunxu kongzhiqi
[外文]:sequential controller
按预先规定的时间顺序或逻辑顺序进行工作的控制器。按预先规定的时间顺序工作的控制方式称为时序控制,按预先规定的条件顺序动作的控制方式称为条件控制。顺序控制器可实现时序控制和条件控制,如加热反应炉控制:加料→加热→放料→加料→加热→……就是时序控制,而注塑机的加料、注塑过程实际上是时序控制和条件控制的综合。20世纪50年代大多采用继电器的固定式顺序控制器,50年代后期采用二极管的矩阵式顺序控制器,到60年代末出现了可编程序控制器。70年代以来,顺序控制器技术迅速发展,并逐步采用微型计算机,向小型化和大型多功能方向发展。
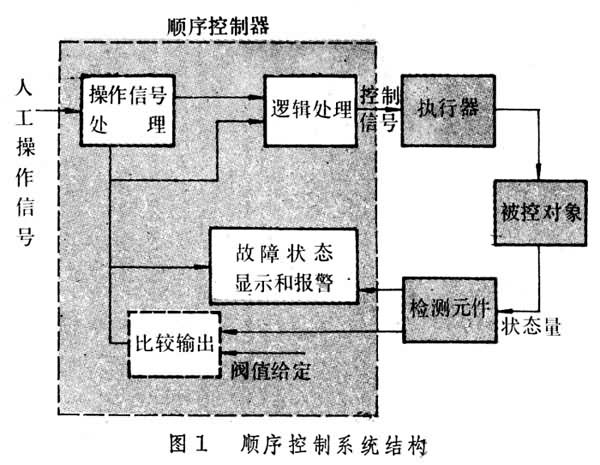
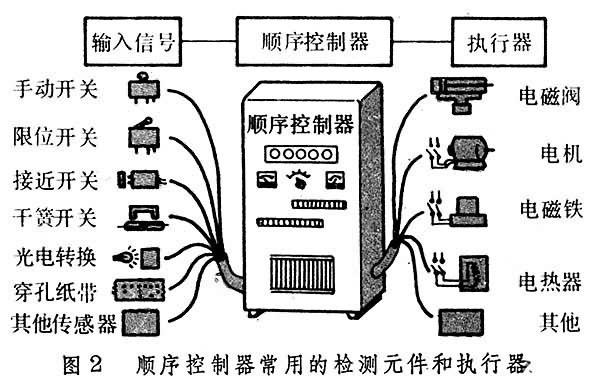
图1示出了顺序控制器在顺序控制系统中的作用。检测元件测出被控对象(如加热反应炉)的状态(如加料完毕),测量信号送到顺序控制器处理并发出控制信号,通过执行器使被控对象改变到一个新的状态(如接通加热器)。顺序控制器常采用各种开关(如限位开关、接近开关)、光电转换元件、穿孔纸带等来设定工作条件;常用的执行器有电磁阀、电机、电磁铁、电热器等(图2)。它们接通或断开时便改变被控对象原来的状态。顺序控制器分为固定式顺序控制器、矩阵式顺序控制器和可编程序控制器三类。由于微型机和配套芯片的发展,可编程序控制器应用日益广泛。顺序控制器一般用于生产过程的开关量控制。动力设备的起动和停止、加热或冷冻设备的接通和断开、信号灯的亮与灭等都是开关量信号。生产线、自动机床和各种设备都有许多开关量信号需要顺序控制。因此,顺序控制器广泛应用于机械、冶金、电力、石油、化工、煤炭、建材、纺织、轻工和国防等部门。